
Architectural 3D printing has moved out of laboratories and onto construction sites. Yet a fierce divide persists within the industry over its two mainstream technical routes: tracked mobile robotic arms and fixed gantry frames. This article breaks down the rivalry across six dimensions.
Preface: A Silent Technical Fork
By 2026, global architectural 3D printing is no longer a question of “can we print buildings”, but rather “what equipment should we use”.
In Europe, COBOD’s gantry systems are used to construct entire three-story apartment buildings; in the United Arab Emirates, Apis Cor’s tracked robotic arms have completed curved mosque domes in desert environments. While both technical routes expand their market reach, their underlying logic stands worlds apart:
- The Gantry Camp holds that construction relies on repetitive engineering, and stability comes first above all else.
- The Robotic Arm Camp believes future construction sites demand flexibility, rather than oversized rigid steel frames.
AiUltraprod has opted for the latter, and this choice is no coincidence.
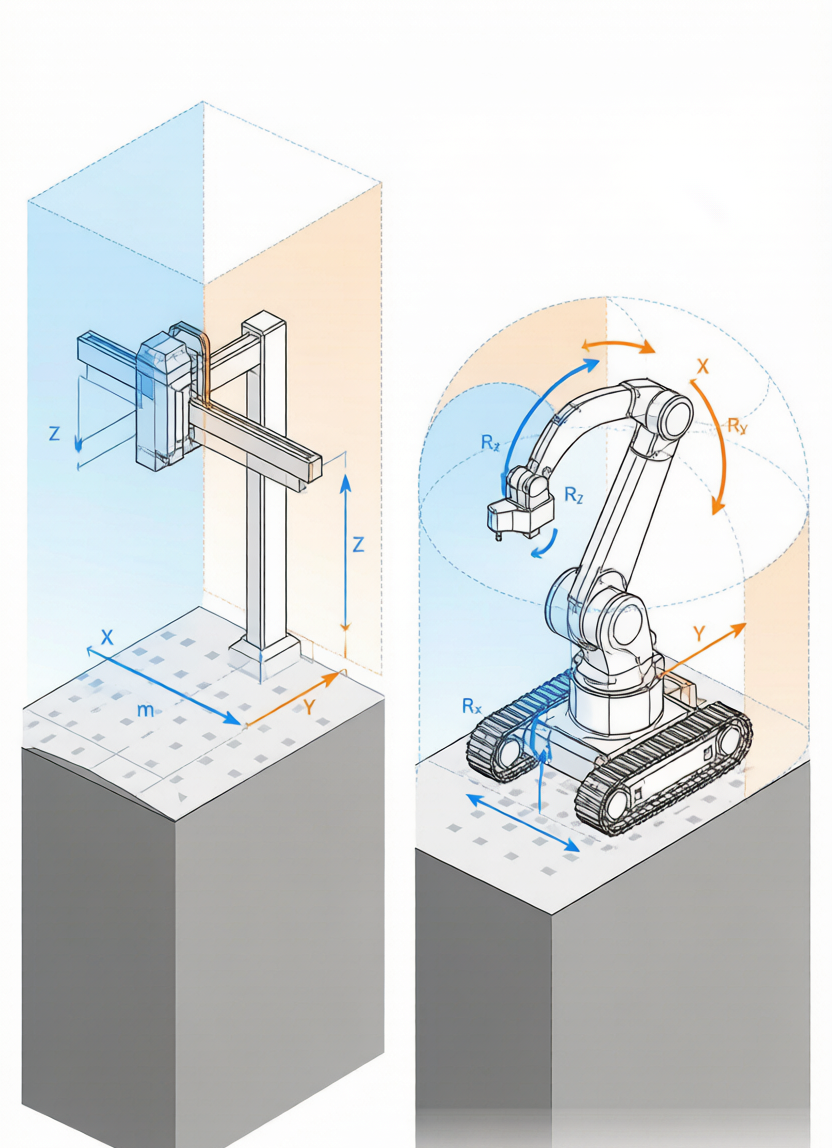
I. Technical Principles: Two Distinct Kinematic Systems
1.1 Gantry Systems: Turning the Printer into a Miniature Building
The core of a gantry 3D printer is a large XY frame, with the printing head moving along guide rails on the frame to traverse three-dimensional space. It can be visualized as erecting a miniature “factory” with steel structures first, then printing buildings inside this framework.
- Printing Range: Restricted by the frame dimensions, yet theoretically expandable without limits.
- Precision Source: Rigid frames deliver exceptional structural stiffness and superior repeat positioning accuracy.
- Representative Models: COBOD BOD2, ICON Vulcan.
1.2 Tracked Robotic Arms: Printers That Function as Mobile Construction Workers
The tracked solution integrates an industrial six-axis robotic arm onto a tracked chassis, granting autonomous mobility. Its core concept: the printer travels to any location and prints on-site, much like a tireless concrete mason.
- Printing Range: A single arm covers a radius of approximately 3 meters, while tracked mobility extends the total printable area infinitely.
- Precision Source: Dependent on robotic kinematic algorithms and closed-loop sensors, with far more complex path planning than gantry systems.
- Representative Models: Vertico On Track, Apis Cor, AiUltraprod polymer 3D printing robots.
II. Six-Dimensional Comparative Analysis: Where Each Option Excels
表格
| Dimension | Fixed Gantry Systems | Tracked Robotic Arms | Core Distinction |
|---|---|---|---|
| Printable Range | Limited by frame; covers the entire structure in a single setup | Single arm radius ~3m; unlimited extension via tracked movement | Gantries excel at one-shot full coverage; tracked units offer theoretically boundless working zones |
| Precision & Consistency | Rigid frame delivers outstanding interlayer uniformity | Requires real-time algorithmic compensation and calibration | Gantries outperform on straight load-bearing walls |
| Design Freedom | Only supports vertical linear printing; struggles with curved surfaces and overhangs | Six-axis articulation enables 60° overhang printing and organic curved forms | Parametric architecture can only be realized with robotic arms |
| Mobility & Deployment | Requires heavy transport and on-site assembly; high relocation costs | Self-drives onto flatbed trucks; fully operational within one day upon arrival | Tracked units dominate multi-location construction scenarios |
| Initial Investment | Starting at $200,000+ for high-end systems | Entry-level models start at $50,000+, yet multi-unit collaboration drives up total costs | Tracked hardware has lower entry barriers, but capacity expansion incurs incremental tiered expenses |
| Construction Speed | Extremely fast for large, simple wall panels | Slower single-unit output, yet parallel multi-machine operation offsets this | Gantries suit rapid mass production of plain structures; tracked arms excel at intricate custom components |
2.1 Precision: The Gantry’s Last Defensive Advantage
The true competitive moat of gantry equipment lies in consistent interlayer quality. As all printing paths operate within a rigid frame, vertical Z-axis cumulative error is minimal — a critical capability for constructing multi-story load-bearing walls.
Tracked hardware is not without solutions to this gap, however. Equipped with real-time closed-loop correction via laser scanners and pre-marked ground reference points, new-generation tracked units achieve layer positioning accuracy approaching ±2mm — sufficient for the vast majority of building applications.
2.2 Design Freedom: The Gantry’s Achilles’ Heel
The gantry’s primary limitation is not its size, but its limited degrees of freedom. Its printing head remains permanently perpendicular to the XY plane, meaning it can only construct straight vertical walls stacked layer by layer from bottom to top.
By contrast, six-axis robotic arms tilt the print head to any arbitrary angle to achieve:
- 60° overhang printing (traditional FDM technology only achieves 5–10°) without supporting structures
- Curved wall panels and undulating facades
- Non-planar layering: material deposition follows three-dimensional curved trajectories instead of flat slicing
Gantry systems cannot produce fluid curved facades designed by architects such as Toyo Ito. This is not a discrepancy in precision, but an inherent limitation of movement degrees of freedom.
2.3 Site Adaptability: Scenarios Determine the Optimal Equipment
表格
| Construction Scenario | Recommended Equipment | Rationale |
|---|---|---|
| Suburban large-scale residential communities | Gantry Systems | Fixed construction plots, repetitive unit layouts, priority on printing speed |
| Urban narrow lots / urban renewal retrofits | Tracked Robotic Arms | Oversized gantry frames cannot access constrained sites |
| Mountainous / scenic / complex terrain projects | Tracked Robotic Arms | No need for full site leveling; capable of climbing uneven ground |
| Factory precast component production lines | Gantry Systems | Standardized factory-controlled environments |
| Distributed multi-site construction | Tracked Robotic Arms | Complete printing at one zone, then relocate autonomously to the next |
This explains why AiUltraprod has delivered completed projects in mountain scenic zones — gantry equipment cannot even gain entry to such terrain.
III. AiUltraprod’s Strategic Choice: Why Tracked Robotic Arms?
Since its founding in 2022, AiUltraprod has fully committed to the tracked robotic arm 3D printing route. This decision stems from three core strategic considerations:
3.1 Fundamental Shifts in Construction Site Dynamics
Global construction markets are undergoing structural transformation:
- A shift from new greenfield development to existing stock renovation: growth rates for large new residential projects are slowing, while urban renewal, cultural tourism architecture, and landscape structures emerge as key growth sectors. These projects share identical characteristics: irregular plot boundaries, confined construction spaces, and non-standard custom designs.
- Structural labor shortages: skilled bricklayers in mature markets continue to age, while young laborers migrate to service industries. Construction sites demand equipment that not only reduces material waste but also replaces scarce manual labor.
While gantry systems perform excellently on spacious, standardized construction plots, their physical dimensions and deployment processes create insurmountable entry barriers for narrow urban renewal lots, mountain resorts, and pocket urban parks.
3.2 Non-Linear Architectural Design Language Is Becoming Mainstream
The global architecture industry is rapidly adopting parametric design workflows — Rhino paired with Grasshopper has become standard practice at top architecture schools and design firms. A critical disconnect emerges when design teams generate complex curved and non-planar geometric models, yet construction hardware is restricted to linear printing. Tracked robotic arms from AiUltraprod bridge this divide. Their six-axis freedom directly executes outputs from parametric models, eliminating the need to compromise curved forms into flat, printable geometries.
3.3 Mobility Equals Productivity
A single relocation cycle for gantry systems (transportation, assembly, calibration) costs tens of thousands of US dollars or more. Tracked equipment delivers distinct advantages:
- Self-propels onto flatbed transport trucks
- Begins printing on the same day of site arrival
- Moves autonomously to subsequent construction zones without full disassembly post-completion of a project segment
For multi-site, small-batch, highly customized construction projects, mobility itself becomes a core competitive advantage.
IV. Shortcomings of Tracked Robotic Arm Technology
Fair evaluation requires acknowledging tangible challenges facing the tracked route:
4.1 Complexity of Multi-Machine Coordination
When a single arm’s 3-meter printing radius proves insufficient, multiple robotic arms must collaborate within the same working zone. This introduces complex robotics challenges including collision avoidance, task allocation, and synchronized operation timing.
AiUltraprod’s solution relies on cloud-based task scheduling via its Geobuild intelligent cloud platform. Full multi-arm path simulation and planning are completed during the design phase, eliminating collision risks virtually before on-site execution.
4.2 Interlayer Bonding: Gantries Maintain an Edge
For multi-story load-bearing walls, each new concrete layer must be deposited while the preceding layer remains partially uncured — this window is known as the cold joint working window. Tracked arms consume time repositioning between print zones; poor timing management may weaken interlayer structural bonding.
This is primarily a process optimization challenge rather than an inherent mechanical flaw. Adjustments to concrete material formulations (retarding agents to extend working windows) and optimized print paths (minimizing empty travel distance) are rapidly narrowing this performance gap.
4.3 Ingrained Industry Misconceptions
The industry’s first five years of development solidified a widespread assumption that “concrete 3D printing equals gantry systems”. Convincing clients and general contractors to adopt mobile robotic concrete printers requires not only technical validation but also a proven portfolio of real-world completed projects.
This is why AiUltraprod has focused on tangible project delivery over the past two years — mountain scenic installations, landscape structures, and custom architectural facades — relying on physical completed works rather than conceptual presentations to demonstrate technical viability.
V. Future Construction Sites: Not Replacement, But Coexistence Through Evolution
The answer for 2026 is not that one technology will eliminate the other. Instead, the industry will follow these developmental trends:
5.1 Segmented Coexistence by Application Scenario
表格
| Project Type | Dominant Equipment | Industry Trend |
|---|---|---|
| Factory precast PC components | Gantry Systems | Stable, unchanging market position |
| Large-scale new residential developments | Gantry Systems primary | Gradually declining market share for gantries |
| Urban renewal & retrofits | Tracked Robotic Arms | Rapidly expanding market penetration |
| Landscape, cultural tourism & artistic facades | Tracked Robotic Arms | Tracked units dominate this segment |
| Rapid post-disaster reconstruction | Tracked Robotic Arms | Emerging high-growth niche market |
5.2 Technological Fusion: Hybrid Gantry-Robotic Arm Architectures
A more forward-looking outlook predicts future optimal solutions will integrate both technologies: multi-axis rotating print heads mounted onto gantry frames, combining the strengths of both routes. This hybrid concept remains in laboratory testing stages, with industrial commercialization projected to take another 3–5 years.
5.3 Non-Hardware Factors Will Determine Long-Term Market Success
Regardless of mechanical platform, long-term competitive advantage hinges on three non-hardware core capabilities:
- Material Systems: Concrete formulation properties including working window duration, flowability, and early-age strength, which dictate printing cycle speed and structural performance.
- Software Ecosystem: Automated workflow from CAD/BIM modeling to print path generation. AiUltraprod’s Geobuild platform aims to compress this full workflow from 3–4 weeks down to 3–5 days.
- End-to-End Delivery Capacity: The capability to deliver consistent, predictable, quality-guaranteed construction outputs, rather than merely demonstrating the ability to print concrete structures.
Conclusion
Back in 2019, architectural 3D printing was still focused on answering whether building printing was technically feasible.
By 2026, the central question has shifted to what equipment to deploy, where to deploy it, and for which project types.
Tracked robotic arms will not replace gantry systems, much like excavators never rendered tower cranes obsolete — different tools solve distinct construction challenges. One trend remains unambiguous: as global construction markets shift from mass new development to refined existing-stock renovation, as architectural design adopts increasingly non-linear forms, and as construction sites face more restrictive terrain conditions, tracked robotic printing systems are evolving from a niche alternative to a mainstream viable option.
AiUltraprod’s core mission is to transform this viable technical option into a reliably deployable industrial solution.